
在本教程中,我将向您展示我是如何构建CNC笔式绘图机的,它有一个很酷的功能,那就是自动换笔。换句话说,机器将能够自动改变颜色,所以我们可以用它画出非常酷的东西。
概述
该机器的构造基于CNC激光雕刻机原理,其目标是用最少的零件制造最简单的CNC机器。它使用3个NEMA17步进电机进行 X、Y 和 Z 轴的运动,并使用一个小型伺服用于夹持器。这台CNC笔式绘图机的大脑是一块 Arduino UNO 板,结合了一个 CNC 扩展板和三个 A4988 步进驱动器。
![图片[1]-带自动换笔装置的DIY笔式绘图仪制作组装教程-DIY教程区论坛-综合讨论区-【我爱3D打印】](https://www.52stl.com/wp-content/uploads/ef114d43fa77.jpg)
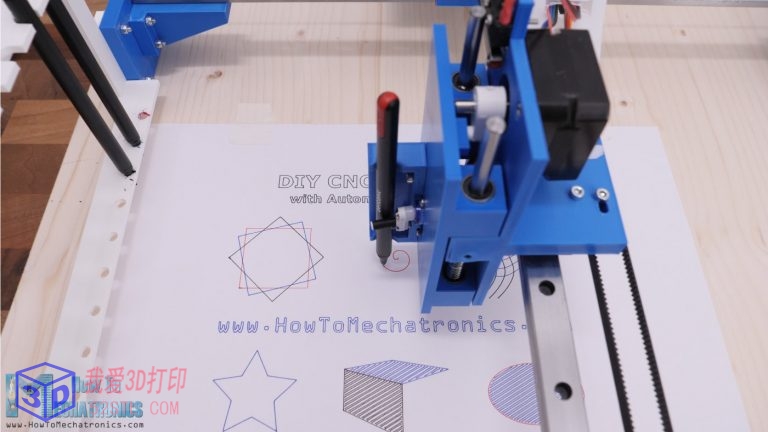
机器有相当大的工作区域,可达360x280mm,这台笔式绘图仪可以输出的细节水平在我看来也相当令人印象深刻。我真的很惊讶画出图纸的质量和精确度,尤其是我使用 0.6 毫米中性笔画出的图纸。
![图片[2]-带自动换笔装置的DIY笔式绘图仪制作组装教程-DIY教程区论坛-综合讨论区-【我爱3D打印】](https://www.52stl.com/wp-content/uploads/34ed0b830c52.jpg)
尽管如此,现在我将解释您需要了解的有关构建这样的绘图机的所有信息,包括如何设计它、连接电子设备、使用什么固件和软件以及如何为其生成 G 代码。
DIY数控笔式绘图仪 3D模型
首先,让我们来看看这台数控机床的设计。其目标是用最少的零件制造一个非常简单高效的CNC。
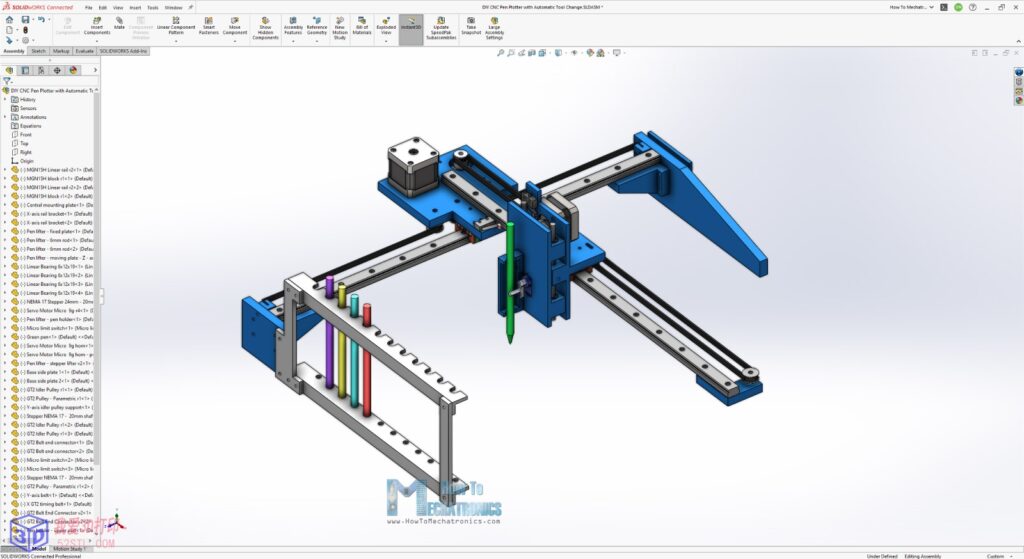
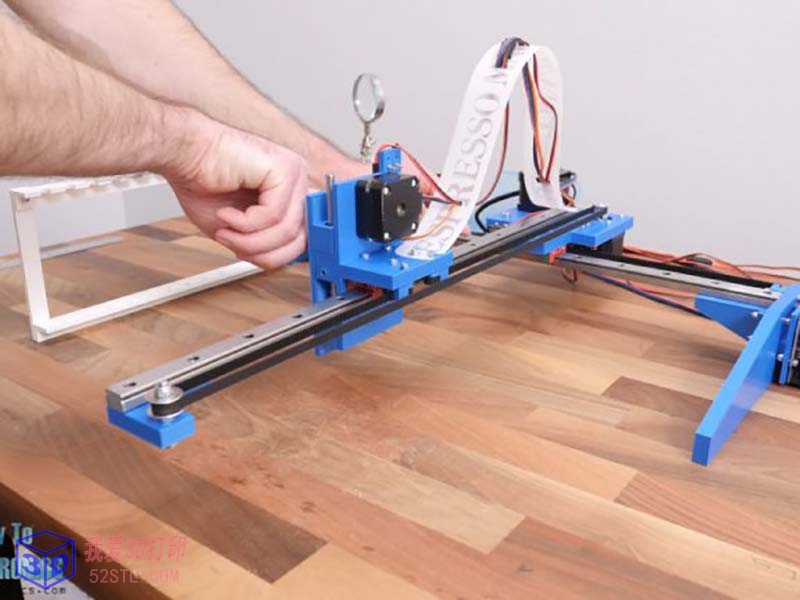
两个主要部件是 MGN15H 直线导轨及其合适的滑块。X轴和Y轴的运动是通过两条GT2皮带和一些GT2滑轮提供的。至于Z轴,我们有一个简单的往复运动,运动部分在两个6mm直线杆和合适的直线轴承上上下滑动。一个小型的舵机伺服器用于握笔。
归位程序对于此笔式绘图仪至关重要,因为笔架具有特定的固定位置,因此机器必须有一个起点。因此,我们必须为每个轴设置一个限位开关。
您可以点击下载此3D模型,模型为.step格式solidworks文件。stl文件直接导入切片软件打印。
组装机器
这是组装笔式绘图仪所需的所有零件。
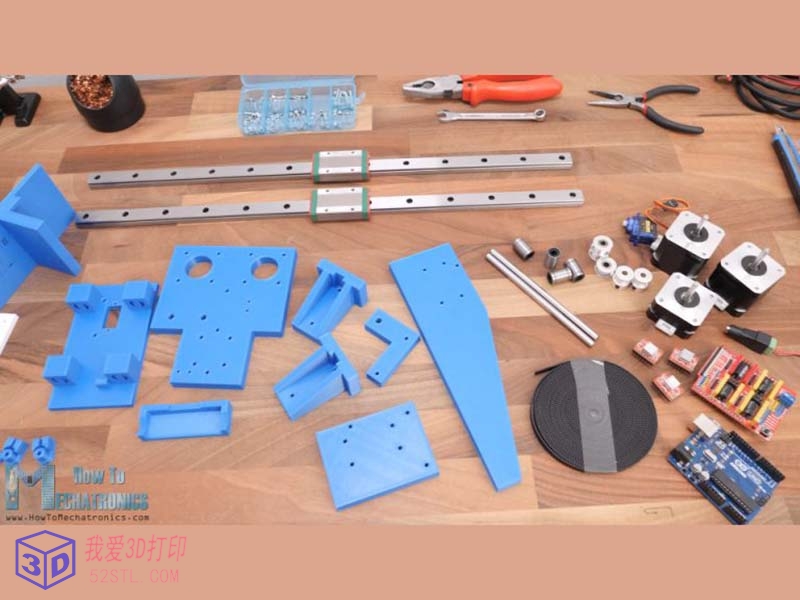
这是组装这台 DIY 笔式绘图仪所需的组件列表。可以在文章的电路图部分中找到电子元件的列表。
MGN15H 直线导轨
线性杆 6 毫米
直线轴承6mm
步进电机 – NEMA 17
GT2 皮带 + 齿带轮
GT2 惰轮
间隔螺母
螺栓和螺母套装+平头螺钉 3x16mm
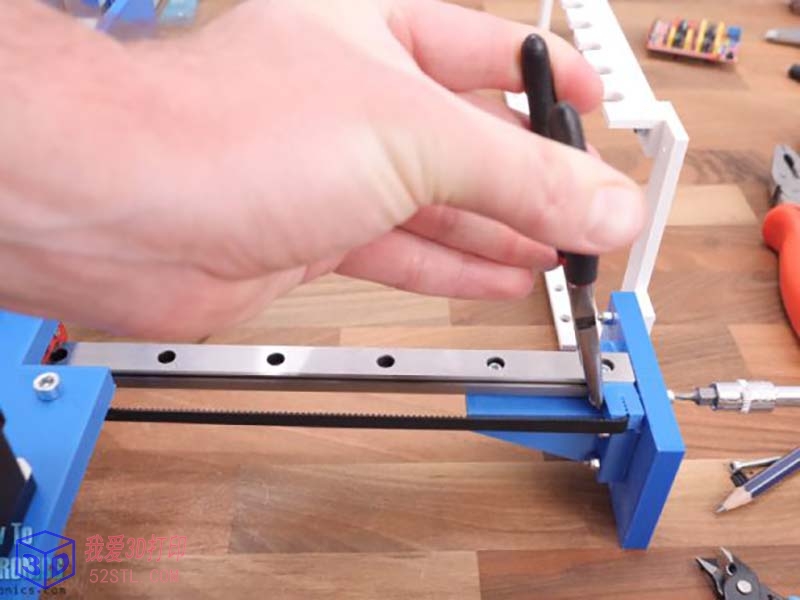
好的,现在我们可以开始组装机器了。我首先用M3螺栓将底板和直线导轨的支架固定在一起。组装这台机器的所有螺栓实际上都是不同长度的 M3,除了GT2皮带轮需要几个M5螺栓。
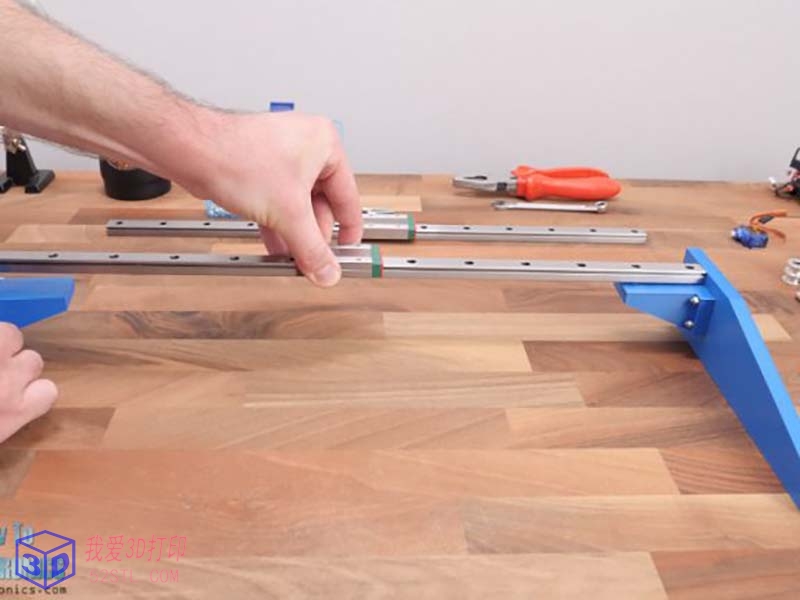
我们准备好两侧导轨,我们就可以用每侧的两个螺栓将 X 轴线性导轨固定到3d打印侧板上。这些 MGN15H 导轨提供非常平滑和自由的运动,因为它们的滑块内部有滚珠。

在安装它们之前,最好对它们进行清洁和润滑,以使其正常工作。
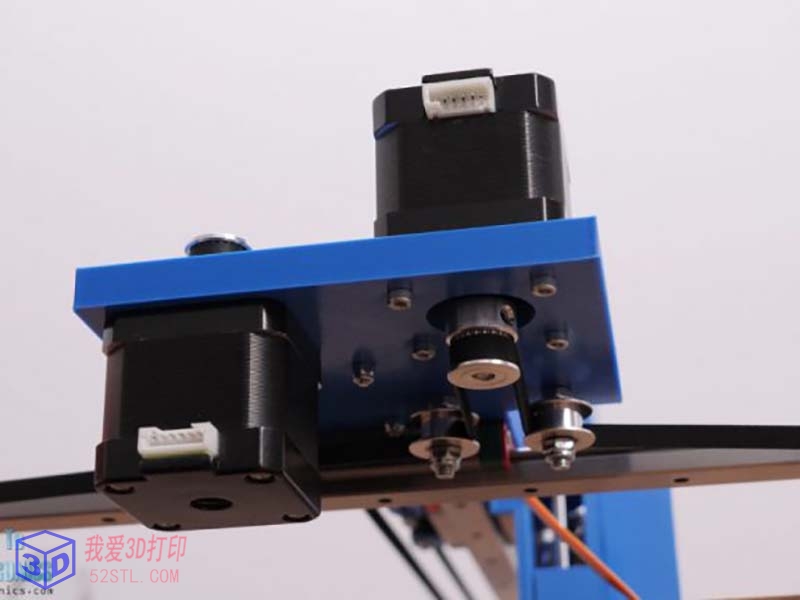
接下来,Y 轴导轨应该放在 X 轴滑块的顶部,为了将它们固定在一起,我们将使用中心板。首先,我们可以使用三个螺栓将 Y 轴导轨安装到中心板上。

然后我们可以安装两个NEMA17步进电机。一个在中心板的顶部,另一个在中心板的底部。正如我之前提到的,我们需要一些M5螺栓和螺母来将GT2滑轮安装到位。这里的两个皮带轮实际上是惰轮,用于为X轴GT2皮带和步进电机上的齿形皮带轮提供位置固定。

至于安装皮带轮,我们应该根据惰轮进行测量和调平。至于Y轴,我们只需要一个在轨道另一侧的惰轮,因为该轴的皮带将安装在一个皮带中。

接下来是将两个轴连接在一起。我们只需使用四个M3螺栓将中心板固定到X轴滑块上即可。有了这个机器的主要形状,现在Y轴滑块可以到达工作区域的任何位置。

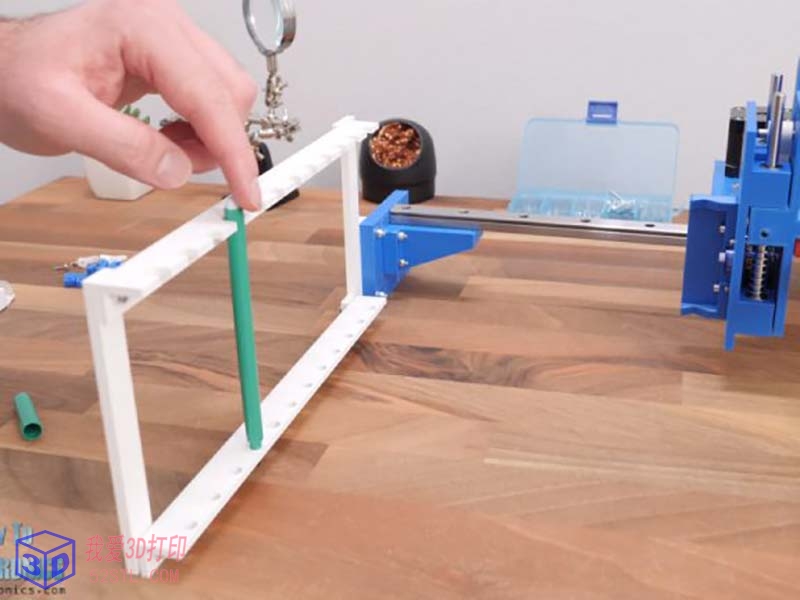
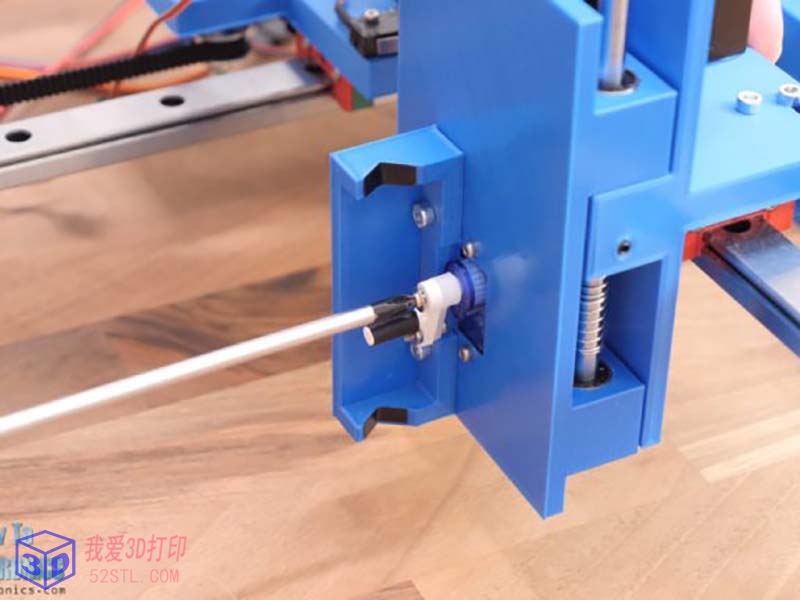
我们现在可以继续组装笔升降机构。该机构由两部分组成,一个固定在 Y 轴滑块上,另一个将上下滑动。一旦固定部分固定到位,我们就可以在其上安装Z轴步进电机。该步进器也是NEMA 17,但选择23 毫米而不是 40 毫米的,以减轻重量。

然后我们可以安装简单地附在步进轴上的升降器。接下来,我将四个直线轴承插入滑动部分并将舵机伺服固定到位。然后我还将笔架部分固定在伺服器旁边。

为了将固定件和滑动件连接在一起,首先我们需要将伺服线穿过固定件上的一个孔,然后从顶部插入 6mm 杆,穿过轴承和固定件孔。在安装此杆时,我们还应该在固定部分和滑动部分之间插入一个弹簧,使其向下推动滑动部分。
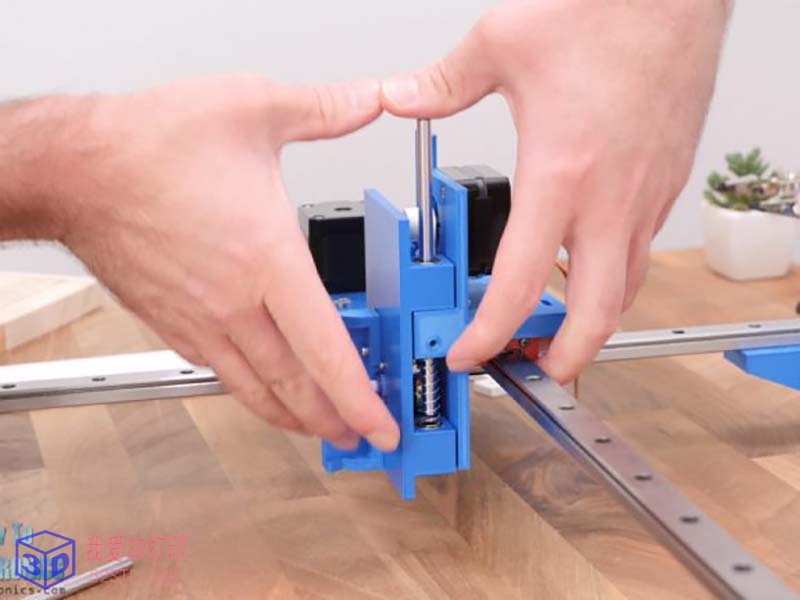
这将有助于笔更好地接触工作表面。在固定部分的底部,有一个开口,我们可以插入M3螺母并使用它们将6mm滑杆固定到位。
接下来,我们可以组装机器一侧的笔架单元。它由顶部和底部组成,带有可容纳多达12支笔的开口。
继续安装皮带。首先,我们需要测量我们需要多少长度并将其切割成大致尺寸。为了将皮带连接到滑块上,我制作了这些很酷的皮带连接器,皮带围绕空心轴和两个不允许皮带移动的壁之间。

使用 M3 螺栓,我们可以将第一个连接器固定在模块的一侧,并在另一侧重复相同的过程。我们可以在这里沿着这些插槽移动连接器,从而尽可能地拉紧皮带。
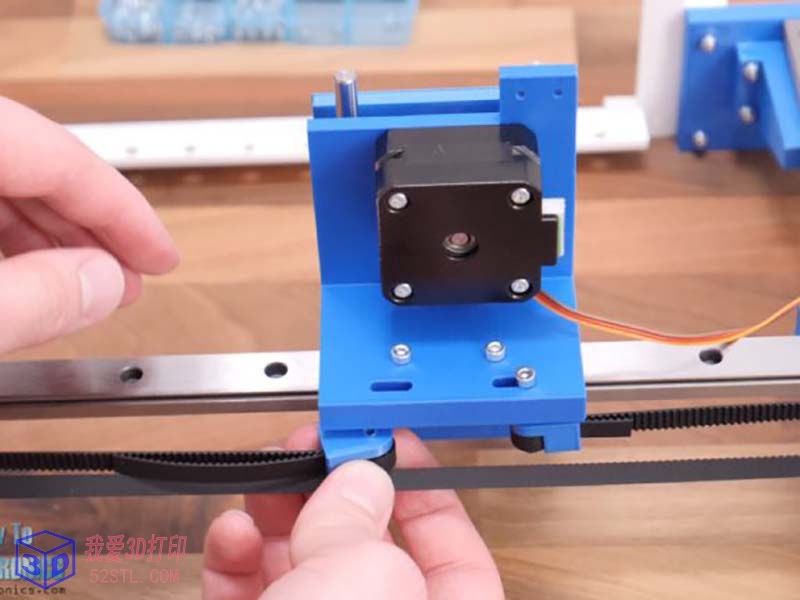
至于X轴,皮带将从一侧沿直线伸到另一侧,同时通过皮带轮以提供张力或与步进电机皮带轮一起涨紧。
为了张紧X轴皮带,我制作了这些具有皮带形状的连接器,因此我们可以将它们拉紧到机器的侧面。
接下来,我们可以安装限位开关。

可以稍微降低了一点这个Z轴限位开关。
连接电子设备
有了这个,机器的机械部分就准备好了,我们可以继续连接电子设备了。
正如我所提到的,我们将 Arduino Uno 板与 CNC 扩展板和三个 A4988 步进驱动器结合使用。
为了将Arduino板连接到机器上,我制作了一个额外的3D打印部件,位于侧板上。我用两个M3螺栓固定了Arduino板,并在上面插入了CNC防护罩。
这里我们需要为每个步进驱动器插入三个跳线,以便选择 16 th /step 分辨率,然后我们插入步进驱动器。
然后我们可以将电机连接到CNC扩展板。为了将微型限位开关连接到位,我直接将焊接线简单地连接到它们,在另一侧焊接母排针。
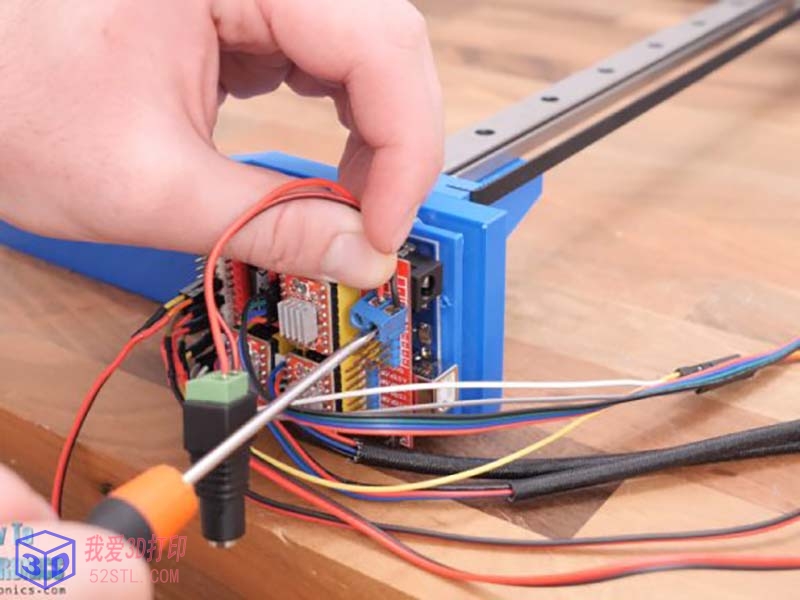
至于伺服电机,我使用了一些伺服延长线,以便它可以到达CNC扩展板。为了给机器供电,我们需要 12V 电源。下面所有需要如何连接的电路图。
DIY数控笔式绘图仪电路图
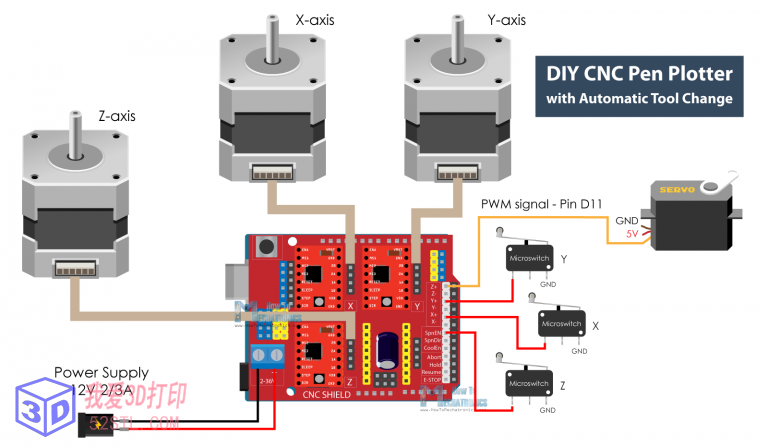
这是所有需要连接的电路图。
步进电机 – NEMA 17
步进电机 – NEMA 17 23mm
A4988 步进驱动器
伺服电机
Arduino CNC Shield
Arduino Uno
限位开关
直流电源12V 2A
我们将 Arduino UNO 板与 CNC Shield 和三个 A4988 步进驱动器结合使用。我们有三个用于归位零点的微型限位开关和一个用于夹持机构的小型伺服电机。我们需要 12v 电源,最小电流为 2 安培。
完成机器组装
为了完成这台笔式绘图仪,需要做一些最后的工作。在这里,现在安装笔夹。
为了让电缆看起来很整齐,我使用了一个餐桌垫,它的材料既坚固又灵活,因此非常适合这项工作。
至此,我们的绘图仪的硬件部分就完成了。但是,这里有几件事需要注意。由于 Y 轴导轨的一侧没有支撑,并且 3D 打印 PLA 材料本身并不那么坚硬,当完全伸展时,笔升降器比支撑侧低 4 毫米。
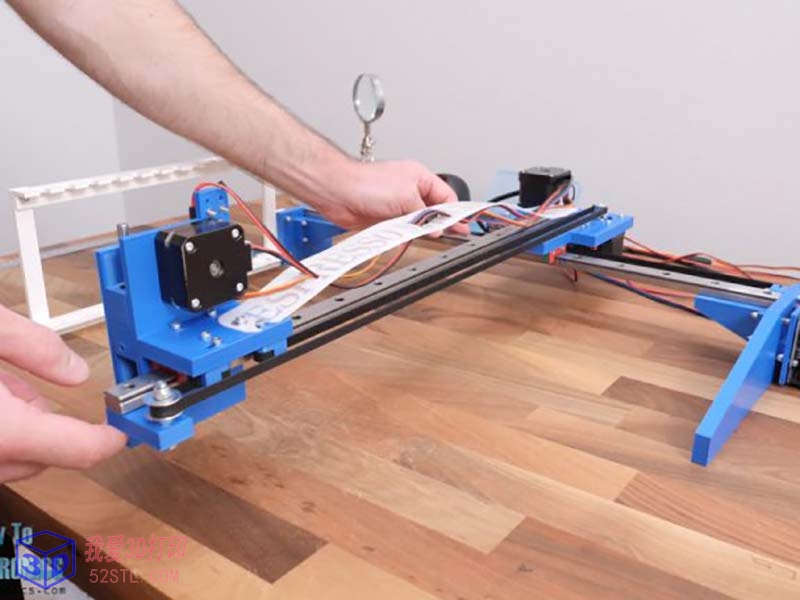
我设法通过稍微抬起机器的前侧来解决这个问题。通过这种方式,我将差异减小到1毫米左右,这是可以接受的。如果您打算使用这些大导轨,我绝对建议您在另一侧的Y轴导轨加支撑。
另一个问题是笔架,在这里,我建议将顶部开口做得更大,并在侧面添加一些柔软的材料,以便笔保持在原位,同时便于机器插入它们。

最后,我们可以在整个机器下面插入一块板,这样我们就可以得到一个平坦的表面。
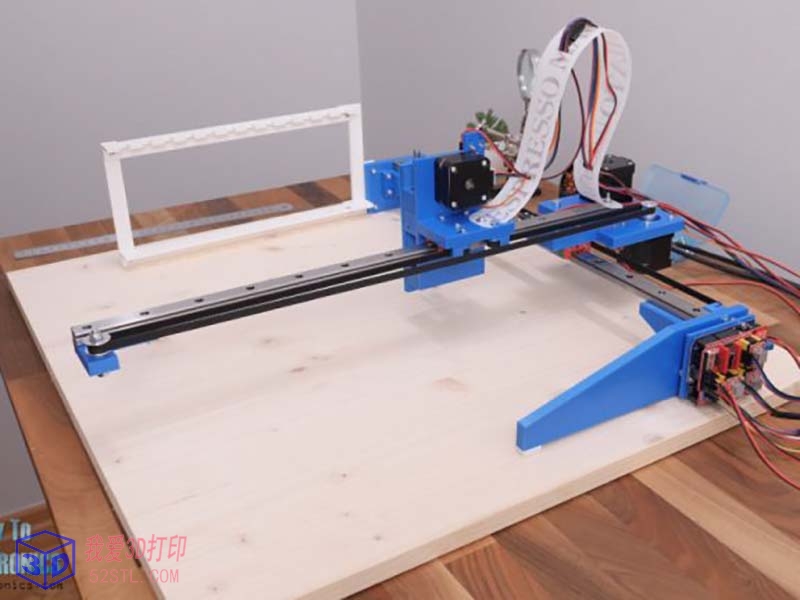
就是这样,我们的机器完成了。
DIY笔式绘图仪固件和控制软件
现在剩下要做的就是赋予它生命或使其成为真正的绘图仪。为此,我们需要在Arduino上安装固件来控制CNC机器的运动,并且我们需要一个控制软件,通过它我们将发送G代码并告诉机器该做什么。
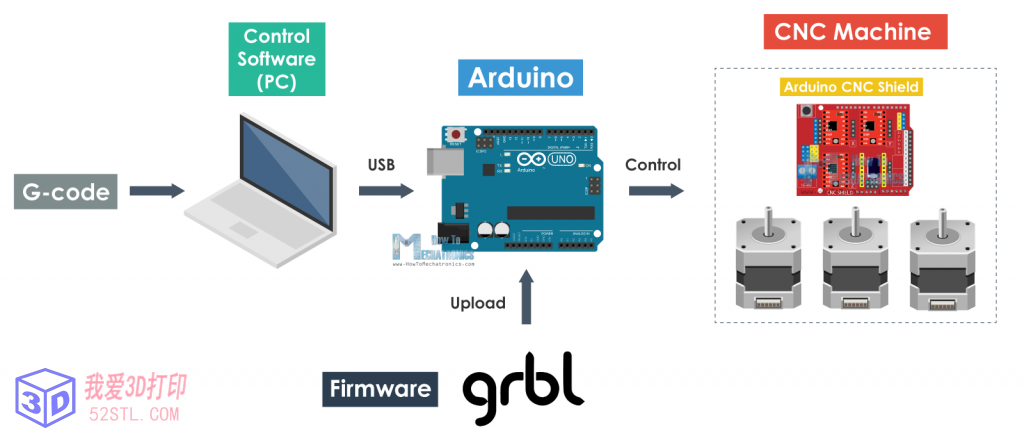
DIY CNC 机器最受欢迎的选择是开源GRBL固件。但是,对于这款笔式绘图仪,我们需要它的修改版本,它可以控制伺服电机。这个修改版本称为“ grbl-servo ”,它将主轴控制引脚(或数字引脚编号 11)的默认 PWM 频率从 1kHz 更改为 50Hz,这是控制此类伺服电机所需的。
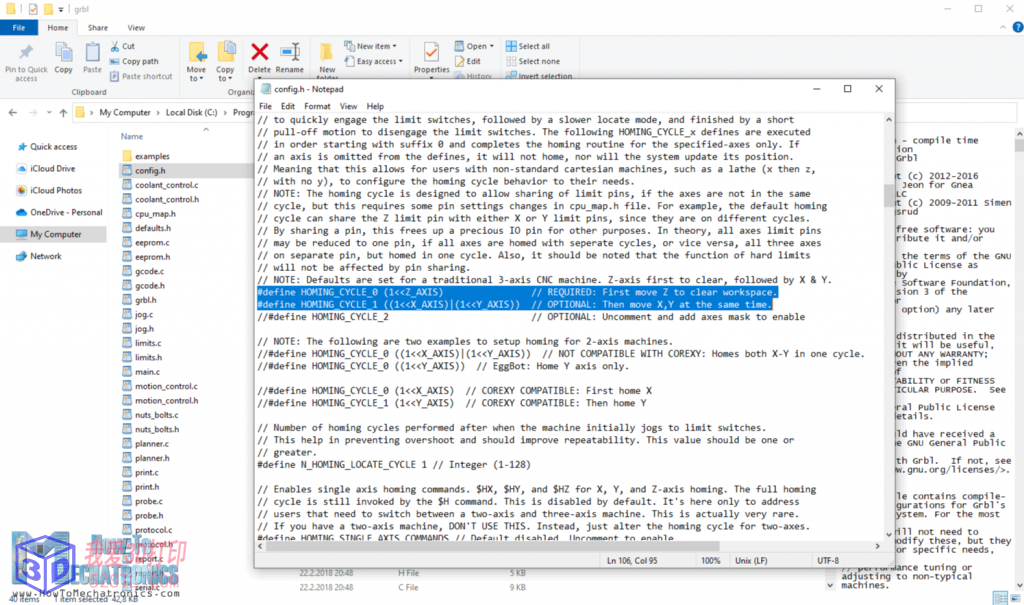
我们下载这个 GRBL 固件并将其安装到我们的 Arduino IDE 的库文件夹中,我们还需要修改其 config.h 文件以启用 3 轴归位,而不是其默认的 2 轴归位。
至于控制软件,我们将使用专门用于控制绘图仪的GRBL-Plotter,它包含一个图形转换器,通过它我们可以从我们的图像或图形生成 G 代码。这个也是开源软件,点击此处下载。
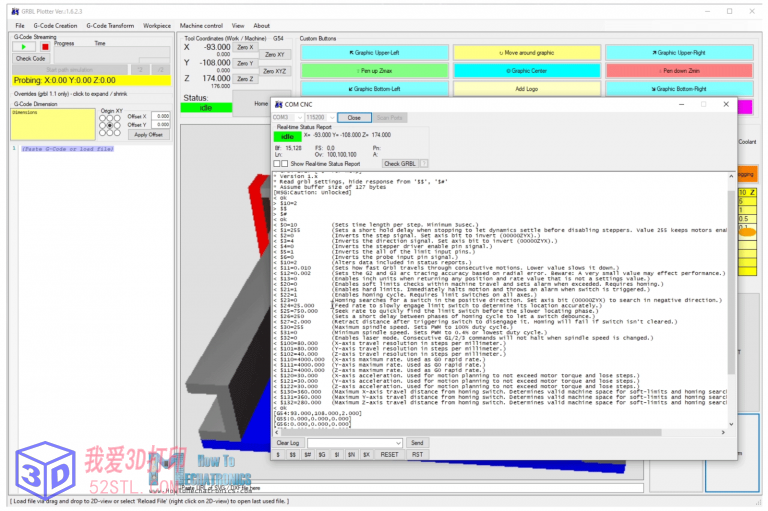
在这里,我们需要做的第一件事是通过合适的 COM 端口将我们的 Arduino 板连接到软件。单击“Kill Alarm”按钮后,在串行监视器上,我们将获得当前 GRBL 参数的列表。我们需要根据我们的机器更改其中一些参数。
GRBL 参数
我们应该在这里调整的第一件事是行程分辨率或步数/毫米值。这些值表示电机移动 1 毫米应采取多少步。这取决于我们拥有的步进电机的类型、选择的步进分辨率和运动传输,在这种情况下是 GT2 皮带和皮带轮。
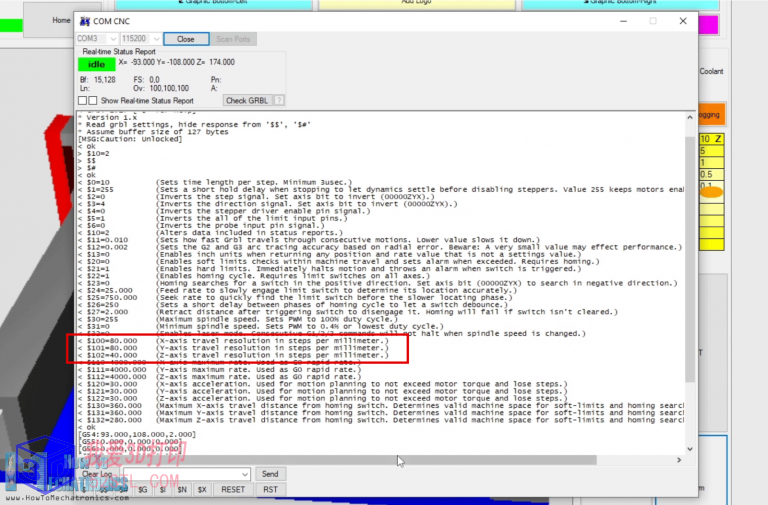
对于我们的机器,X 和 Y 轴需要 80 步/毫米的值才能准确。至于 Z 轴,我设置了一个 40 的值,这实际上在实际运动方面并不准确,但无论如何我们都无法通过往复运动来实现这一点。
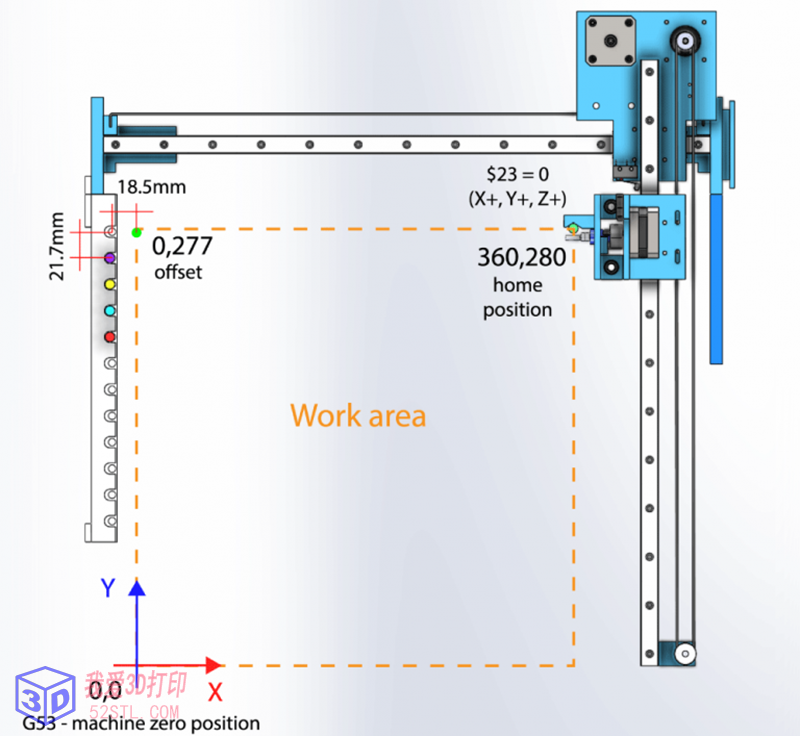
我们还应该将参数号 23 设置为 0,它告诉我们限位开关的位置,将最大进给率、加速度、最大移动速度和参数号 1 设置为值 255,这会使所有步进电机保持活动状态。时间。但是,我们应该注意,启用此功能后,尤其是对于 Z 轴步进电机,我们应该将A4988 驱动器的电流限制调整到最低,因为较短的 NEMA 17 步进电机会很快变热。
GRBL-绘图仪设置
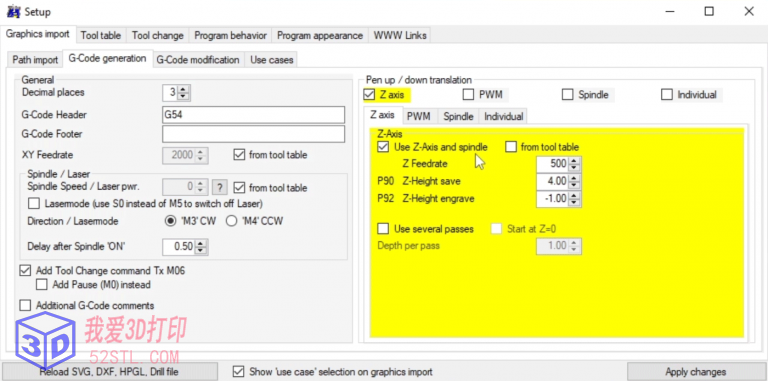
好的,现在让我们看看控制器设置。这里有很多选项需要调整,一开始可能会有点吓人。这里首先我们需要将 Pen 的上下平移设置为 Z 轴,并设置 Up 和 Down 位置的值。
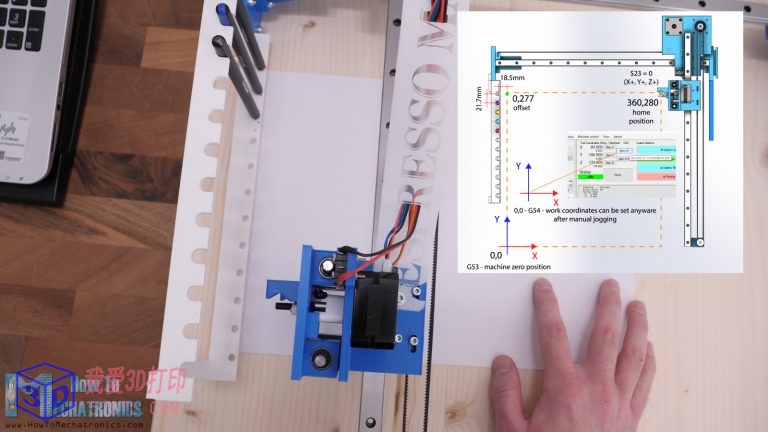
在工具表选项卡中,我们可以定义笔的颜色及其位置。我们应该注意到,这些值是针对 G53 或机床坐标系的。这意味着它们由机器具有的硬限位开关以及我们之前在 GRBL 参数中设置的最大行程定义。
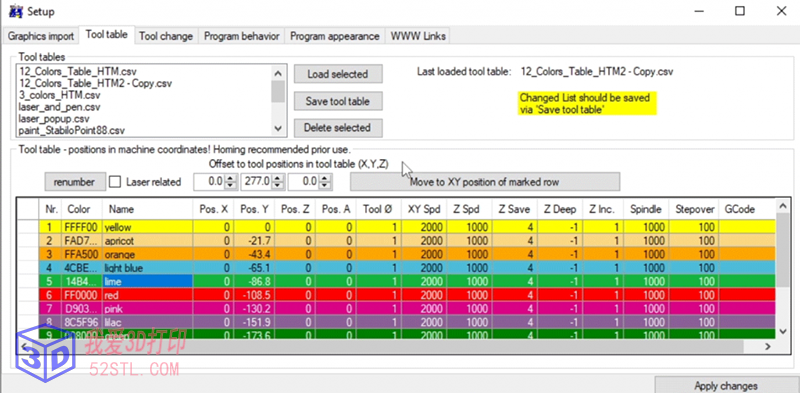
为了定义每支笔的位置,我使用了偏移值,在这种情况下,X 轴为 0,Y 轴为 277。这些值将夹具定位在第一支笔的前面,然后我只需定义每支笔的 Y 值,即负方向 21.7 毫米。
在这里,我们还可以单独调整每支笔的进给速度和上下位置。接下来在换笔点击中,我们应该选择“在 Tx M06 上执行换笔”,这会告诉机器在G代码中出现此命令时进行换笔。
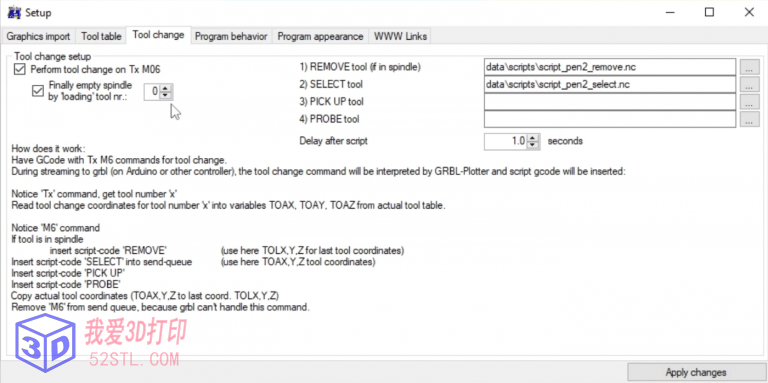
字母T后面的“x”值表示刀具表中的笔编号。要执行换笔,我们必须包含一个“选择”和“删除”脚本,这些脚本在 Tx M06 命令出现时执行。在这些脚本中,我们定义了夹具的移动,以获取或移除工具。

为了选择笔,夹具首先以绝对机器坐标定位在实际笔的前面,该坐标在工具表中定义。然后伺服器打开夹具,它再向上移动 4 毫米,然后在 X 方向上向笔移动,在 Y 方向上移动一点点。然后夹具关闭,抬起笔并在执行脚本之前移回相同的位置。对于移除笔,脚本步骤相同,但顺序相反。

当然,所有这些参数都取决于笔本身、它们的尺寸和支架的尺寸。使此过程正确的唯一方法是测试和更正值。
为具有自动换刀功能的 CNC 笔式绘图仪生成 G 代码
最后,让我们看看如何使用这个 GRBL-Plotter 软件从图像中生成 G 代码。
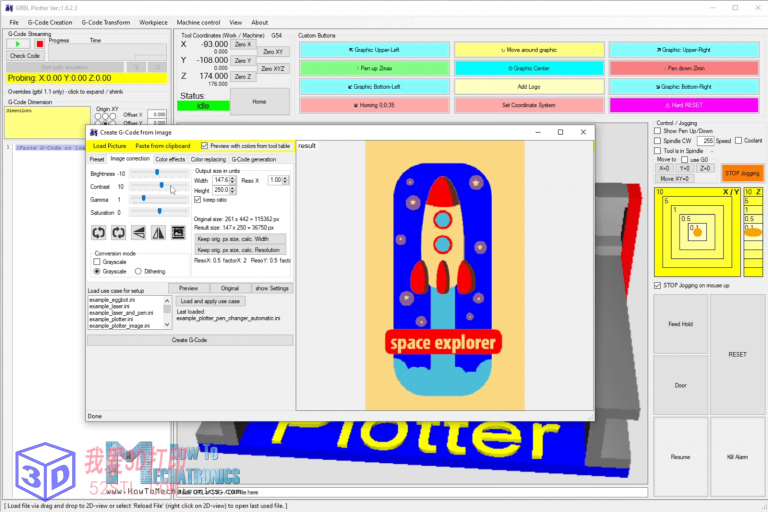
加载图像后,我们可以单击“使用表格中的颜色预览”,以便查看图像的外观。从图像校正选项卡中,我们可以使用亮度、对比度、伽马和饱和度值来获得与真实图像或我们真正想要的颜色相似的颜色。我们可以以毫米为单位设置输出大小,在颜色替换点击中,我们可以删除我们不想使用的颜色。
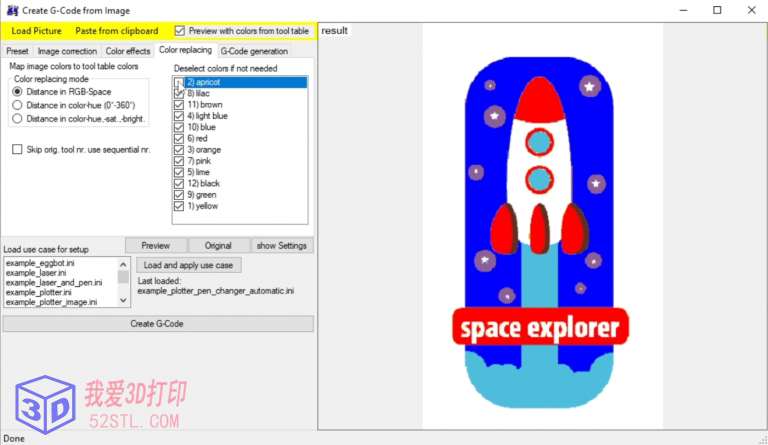
例如,我们可以去除图像中白色中杏色。然后我们可以点击 Create G-Code 按钮,G-code 将被生成。
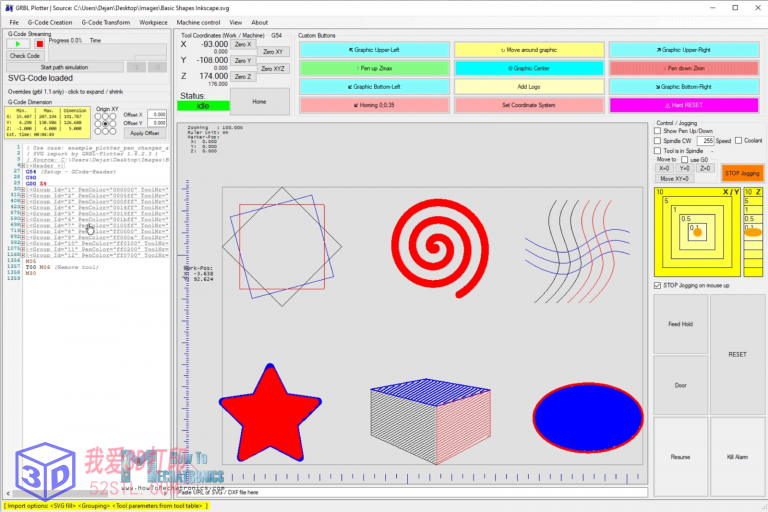
我们还可以从 SVG 文件中生成 G 代码,只需拖放它们,软件就会立即生成 G 代码。
在我们开始绘图之前,我们应该在工作区的任意位置设置 0 位置,然后单击播放按钮。
笔式绘图仪将开始工作,因此我们可以享受观看它制作魔法的乐趣。
我希望你喜欢这个教程并学到了一些新东西。如果您有任何问题,请随时在下面的评论部分提出。

